
Product History
This gasket technology was developed in the 1990’s by M & P Sealing, USA in conjunction with Dow Chemicals. Dow wanted to design a gasket to meet the more stringent T3 Tightness Classification (a higher emission control criteria).
After 2 years of development, the resulting gasket then went through independent testing at Ecole Polytechnique who supplied the following information. For the purposes of this introduction, only the most important results are discussed. A full Handbook including details of the other tests carried out is available on request.
Construction
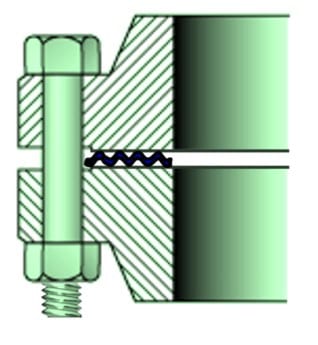
 At the centre of the Corraseal is a press cut, metal ring 0.7mm or 0.6mm thick, with concentric corrugations.
At the centre of the Corraseal is a press cut, metal ring 0.7mm or 0.6mm thick, with concentric corrugations.
Like the chimes in a 40 gallon steel drum, these concentric rings give the Corraseal reinforced strength as well as creating a spring force to give the metal a certain amount of compressive ability.
Up To 1000
Times TIGHTER than a Spiral Wound Gasket!
Up To 23 %
gasket recovery in ANY operating conditions!
 As tight leakage control can be attained with a Corraseal gasket using minimal force, you don’t have to worry about overloading bolts. With more conventional gaskets this can result in bolt fractures, flange deformation, bolt stretching and a decreased recovery ability of the gasket.
As tight leakage control can be attained with a Corraseal gasket using minimal force, you don’t have to worry about overloading bolts. With more conventional gaskets this can result in bolt fractures, flange deformation, bolt stretching and a decreased recovery ability of the gasket.
 While we don’t advocate the reduction of bolt loading to low levels on our Corraseal, we suggest each customer develops their own reduction plan. By reducing load by 10% initially, then further reducing at small increments until the optimum load is met for the application.
While we don’t advocate the reduction of bolt loading to low levels on our Corraseal, we suggest each customer develops their own reduction plan. By reducing load by 10% initially, then further reducing at small increments until the optimum load is met for the application.
Room Temperature Tightness Test
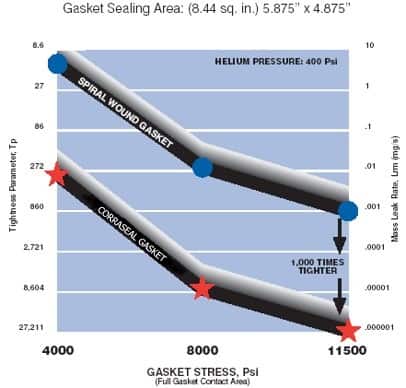 This graph shows that a Spiral Wound Gasket, tightened to 11,500psi gasket stress attained a Tp value of 860 and a Helium leak rate of .001 mg/s.
This graph shows that a Spiral Wound Gasket, tightened to 11,500psi gasket stress attained a Tp value of 860 and a Helium leak rate of .001 mg/s.
At the same tightness, the Corraseal produced a Tp value of 27,211psi and a leakage rate of just .000001 mg/s. That’s 1000 times better than the equivalent Spiral Wound gasket!
It’s a well known fact that many fitters use their experience and muscle, rather than tools such as Torque Wrenches, when fitting flange gaskets.
This test proved that the Corraseal is very tough and can withstand high bolt loading with no special treatment. Also, the greater load there is applied to the gasket, the greater the Tp becomes, resulting in even greater emission control.
Crush Test
 To see if the Corraseal could be crushed or the graphite sealing face destroyed, a room temperature Crush Test was performed on the gasket.
To see if the Corraseal could be crushed or the graphite sealing face destroyed, a room temperature Crush Test was performed on the gasket.
The gasket was initially pulled up to 1025psi and cycled up in 5000psi increments, returning to the base value between each cycle.
The elastic recovery upon final unloading from the maximum stress of 40,000psi shows that the Corraseal sustained the imposed high loading very well. The tightness increased to a value of 124,000 (Tp) as the sample was compressed to the increasingly higher loads. The leakage resistance to unloading was good even when the gasket was subjected to the higher loads.
The Corraseal had good deflection recovery in each one of the un-loadings.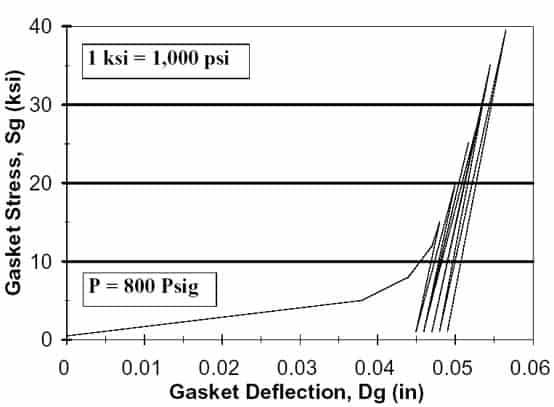
The unload -reload lines are almost parallel, which means that the mechanical behaviour of the gasket was not affected by the imposed high loads.
The conclusion of this test, is that the Corraseal is very difficult to crush – it can handle conditions like Thermal Cycling, Bolt Relaxation, Mechanical Vibration and Shut-downs very well, maintaining optimum service conditions throughout and after major events.
The elastic deflection recovery upon final unloading from the maximum compressive stress of 40,000psi to the 1025psi stress level is of approximately 3.7mills
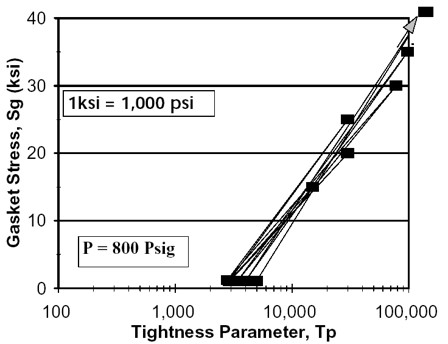
Un-Loading
This test measures the extent of recovery and the ability of the Corraseal to seal as gasket stress is relieved.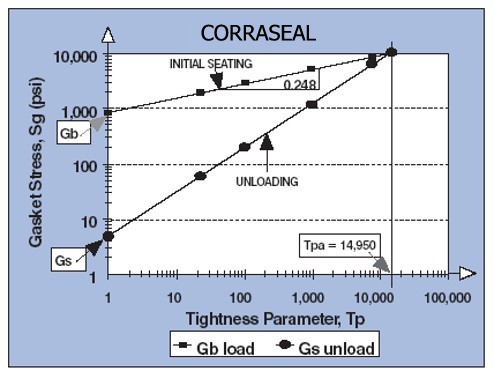
The Gb line represents the capacity of the Corraseal to develop tightness on initial seating.
The Gs line is an independent constant that represents operation. It shows the gasket tightness sensitivity to operating bolt-load reductions that occur during pressurisation or gasket creep or thermal disturbances that cause load loss.
The conclusion of this test was that the Corraseal exhibited a 23% recovery rate at operating dynamic temperatures of 450-500°C.
Recovery
So what does a 23% recovery mean?
Many gasket sheet materials show recovery rates of up to 40% – at ambient temperatures. These materials all have one thing in common – they contain elastomeric binders – often Nitrile (NBR). These rubbers begin to vulcanise at temperatures around 100°C. This means that the rubber content of the material begins to harden and becomes susceptible to crushing. Therforee, in high temperature applications, the recovery of these materials is seriously reduced – often to below 15% !
Typically, in a Stainless Steel Corraseal, the Steel will have a stress relief value around 1068°C and the Graphite will have an oxidation level of 650°C (however, oxidation can only occur in the presence of oxygen and this is not common in most sealing environments). The 23% recovery exhibited in the Corraseal therefore, can be accepted in any operating conditions.
Comparisons
All the gasket types tested showed good sealing ability as gasket stress was increased.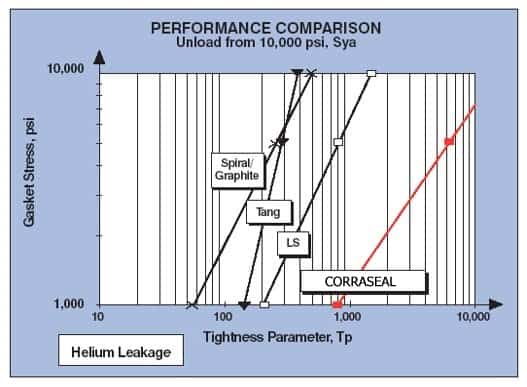
However at the 1000psi point, Corraseal exhibited a Tp value almost equivalent to the maximum of the other types (Laminated Steel and Graphite).
Again, as the Corraseal was tightened down further, the Tp value actually goes off the scale shown in the test, hitting a Tp value of 10,000 at around 8000psi gasket stress, showing the seal ability of this gasket to be far superior to the other gasket types tested.
Sealing – the science behind the Corraseal
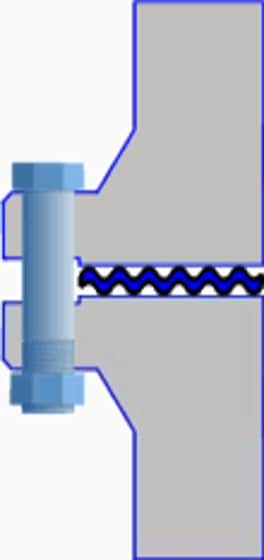 While the flange is pulled down onto the Corraseal, so the graphite on each face begins to cold flow, taking up imperfections and deformities in the actual flanges, and pushing into the grooves of the corrugated steel centre ring.
While the flange is pulled down onto the Corraseal, so the graphite on each face begins to cold flow, taking up imperfections and deformities in the actual flanges, and pushing into the grooves of the corrugated steel centre ring.
As a result, the graphite is trapped between the flange face and the ridges of the corrugated ring. As the flange is pulled up still tighter, the graphite forms concentric rings of densified material, which actively begins to force back against the flange pressure.
Therefore the corrugated steel centre performs two functions: it traps the graphite on the face, and offers spring resistance against the flanges. Subsequently the graphite in turn, prevents the corrugations of the steel from being flattened, takes up imperfections in the flanges, and forms concentric sealing barriers around the flange faces.
The Corraseal gasket design is an excellent example of two materials, configured to work in true conjunction with each other.
We can supply any size of Corraseal, as long it is circular. Plain rings, rings with bolt holes, and all configurations of round Heat Exchanger patterns are available. Also, internal bars can be included to provide a full range of exchanger gaskets.
Our Corraseal technology is used in many different environments, and is complimented by other products offered by the EAS Ltd– including Packings, Seals, Non-Asbestos, Ceramics, Micas, Rubbers, Corks . . . . . the list is never-ending!
So Why Choose Corraseal Technology?
In the past, the ‘safe’ choice of many designers and engineers for harsh environments was the Asbestos filled Spiral Wound or Jacketed gasket.
As we now know, asbestos is not only a good sealing materials, but a highly dangerous substance that is now banned in many areas of the World.
The modern replacement for asbestos is now widely agreed to be Graphite, but only where the material can be contained – due to it’s cold flow characteristics.
By using Graphite with Spiral Wound or Jacketed gaskets, many manufacturers are simply using a material of the present, in a design of the past. Already we are seeing problems with this – the ability of Graphite to handle high compression has resulted in the buckling of Spirals, breaking of the winding welds and even bursting of Double Jacketed rings!
Consequently, in Graphite filled Spirals, the answer to this problem has been to include inner rings – this obviously increases the price and in some cases, even the inner rings fitted are still being over-stressed and buckling !
Other Options
Certainly, there are several options, and variants of those options, available for many emission sensitive areas.
Laminated Graphite simply has no means, apart from the adhesive bond, to stop the graphite extruding off the gasket surface under pressurised conditions.
While metal tanging is used to try to stop this process, however the thin metal used to form the tangs, lacks the ability to recover as the tangs flatten out under pressure, and subsequently allow the graphite faces to flow.
Kamprofile gaskets are comparable to Corraseal technology, in that they use a similar design. However, the metal is often much thicker and the serrations of the gasket are machined into the face across a very narrow area. These grooves are designed to retain the graphite on the face, but the gasket itself offers 0% recovery (being solid with no ‘spring’ effect) and is designed to compress directly onto the edges of the serrations – the only area for recovery therefore comes from the thin layer of graphite tape across the sealing face, which is affectively cut by the serrations as the gasket is fitted, forming a metal to metal seal with narrow graphite seal rings in-between.
Although the Kamprofile is an excellent gasket and certainly works in application, the view is that a more economical, tighter control gasket, that will not damage the flange faces, should be the more modern approach to even better emission control parameters.
Testimony
When the Corraseal gasket technology was introduced in the USA (as Corr-A-Seal by M&P Sealing Solutions), Chevron Oil carried out an extensive testing exercise, taking in every type of gasket available.
From all the types tested, only two met the required technical ability and performance criteria set – these were Kamprofiles and Corraseal technology gaskets.
As a commercial decision, Chevron decided that the Corraseal technology was much more viable, and the design is now used widely throughout the company.
Many other companies have approved the technology, and use the gaskets in various plants across the world, mostly in preference to alternative types.

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}